




[modul_maszyny_szczegoly]

CNC Bearbetningscentrum
PINNACLE BX500DD 5-axlig fleroperationsmaskin (med roterande huvud + roterande bord)
1 247 400,00 zł netto
Ingen bedømmelse
12 månaders garanti
Kontakta en näringsidkare:
Michał Bartoszuk
E-mail: michal.bartoszuk@eurometal.com.pl
Telefon: 696747835
Michał Bartoszuk
E-mail: michal.bartoszuk@eurometal.com.pl
Telefon: 696747835
PINNACLE BX500DD 5-axlig fleroperationsmaskin (med roterande huvud + roterande bord) erbjuder den senaste och mest exakta 5-axliga tekniken på marknaden. Den förenklar uppställning och produktion av komplexa och flersidiga delar med precision och noggrannhet och sparar tid. Optimerade 5-axliga koncept uppfyller alla krav och dominerar alla branscher världen över.
Kvantitet
Lägg till i kundvagn
PINNACLE BX500DD 5-AXLIG BEARBETNINGSCENTER (med roterande huvud + roterande bord)
Pinnacles BX-seriemaskiner erbjuder den senaste och mest exakta 5-axliga tekniken på marknaden. Den förenklar uppställning och produktion av komplexa och flersidiga delar med precision, noggrannhet och tidsbesparingar. Optimerade 5-axliga koncept uppfyller alla krav och dominerar alla branscher världen över. BX-serien är designad av taiwaneser och har en högstyv struktur som ger det bredaste arbetsområdet. Högkvalitativt Meehanite-gjutjärn, härdat för spänningsavlastning och hårdhet över HB190, säkerställer deformationsfri drift i många år.
Funktioner:
- Snabba och exakta styrrörelser
- Högkvalitativ yta efter bearbetning
- Den kortaste bearbetningstiden för denna typ av maskin
B-AXLIG ROTERANDE FRÄSHUVUD
EXCEPTIONELL B-AXELDESIGN
B-axelns transmissionsmekanism i BX700DD har uppgraderats från ett dubbelt snäckhjul/axel till en direktdrivning. Förutom jämnt och kraftfullt vridmoment har direktdrivningssystemet högre rotationshastighet, hög servorespons, noll glapp och exceptionell dynamisk noggrannhet för optimal ytfinish på arbetsstycket. Det externa kylsystemet minimerar effektivt strukturell termisk deformation och noggrannhetsavvikelser, och utgångsmomentet bibehålls eftersom temperaturen konstant hålls låg och stabil.
B-axelns bakre ände är utrustad med en vinkelpositionsgivare för att förbättra B-axelns positioneringsnoggrannhet. Användningen av en direktdrivmotor i B- och C-axeln ökar maskinens totala noggrannhet och bearbetningseffektivitet.
Pinnacle BX är den mest kostnadseffektiva produktionsinvesteringen i 5-axliga simultanbearbetningscenter. Den ger positiva och omedelbara resultat, förbättrar bearbetningsnoggrannheten och minskar skärtiden.
BX700/BX500 är ett höghastighets- och högnoggrannhetsstyrt 5-axligt bearbetningscenter med HEIDENHAIN TNC640 som styrs samtidigt. Utrustad med en inbyggd spindel på 15000 rpm, ett ±120° B-axels vridhuvud och ett rundbord med C-axel på Ø630 mm (inbyggd C-DD-axel) för att optimera bearbetningsutrymmet och möjliggöra finbearbetning av komplexa arbetsstycken i en enda uppställning samt minska cykeltiden.
PNEUMATISKT BALANSERINGSSYSTEM
Z-axeln är pneumatiskt balanserad av pneumatiska cylindrar med hög respons. En extra lufttank är installerad för att öka balanseringseffektiviteten, vilket säkerställer snabb och stabil rörelse i Z-axeln och hög ytkvalitet.
SPINDELKYLNINGSSYSTEM
Spindelns oljekylare gör att spindeln kan bibehålla en konstant temperatur och säkerställer lång livslängd. Den säkerställer också hög bearbetningseffektivitet och hög noggrannhet.
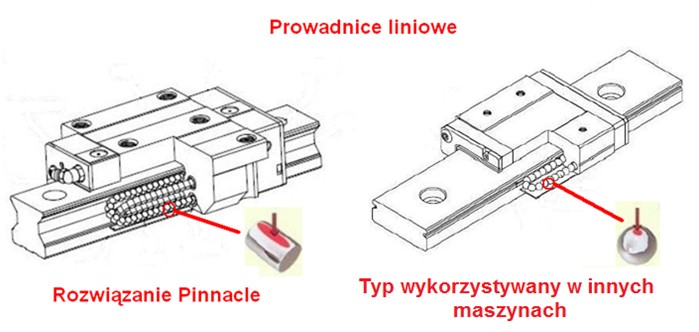
RULLINJÄRSTYRNING
X/Y/Z-axlarna har rullstyrningar för optimal styvhet och hastighet. 6 rullar på X/Z-axlarna minimerar dämpningseffekten.
STAV MASKINBAS OCH SADEL
Drivmotorer direktkopplade till förspända och överdimensionerade kulskruvar för att säkerställa skärkvalitet.
HÅLIG KULSKRUV MED KYLNINGSSYSTEM
Oljekylning med kulskruvar på X-, Y- och Z-axlarna minimerar termisk deformation och glapp samtidigt som det säkerställer jämn rörelse vid snabb matning.
CNC-STYRSYSTEM
BX-serien är en snabb och precis HEIDENHAIN TNC640 5-axlig fleroperationsmaskin, simultant styrd. Standard med en inbyggd spindel på 15 000 rpm.
PLANFUNKTION
PLANfunktionen gör det enkelt att definiera ett lutat arbetsplan, vilket gör att allt går snabbare.
ARBETSPLAN-TILTNING
Möjlighet att luta arbetsplanet. Med cykel 19 med roterande huvuden eller tippbord. Operationen programmeras normalt i bearbetningsplanet, t.ex. X/Y-axeln. Maskinen startar programmet i ett plan som har lutats av en eller flera roterande axlar i förhållande till huvudplanet.
DCM (DYNAMISK KOLLISIONSÖVERVAKNING)
DCM möjliggör kollisionskontroller i testkörningsläge före faktisk bearbetning av detaljer. För att undvika maskinstillestånd. Simulering gör det möjligt att upprätthålla säkerhetsprocesser.
TCPM (VERKTYGSMITTELHANTERING)
I femaxliga operationer förflyttar TCPM-funktionen verktyget tillförlitligt längs konturen och säkerställer att arbetsytan inte skadas. Bibehåll verktygsspetsens position under positionering med lutande axlar.
Med TCPM-funktionen korrigerar iTNC 530 automatiskt verktygsbanan för maskinens geometri och verktygslängd, samt kompenserar verktygsradien i tre dimensioner.
SPÅNSPÖLJNINGSSYSTEM
Spånspolningssystemet används för att avlägsna spånor inuti huset, vilket förhindrar spånansamling och eventuella skador på linjärstyrningar och kulskruvar.
KYLNING GENOM SPINDELN (TILLVAL)
En 20 bar högtryckspump och en extratank ger CTS-systemet högsta spånavverkningskapacitet.
SPONRUNDTRANSPORTÖR (TILLVAL)
En gångjärnsförsedd eller skrapliknande spåntransportör framtill på maskinen (med huvudet placerat åt vänster eller höger) avlägsnar spån från maskinen.
KINEMATICE OPT. (TILLVAL)
Kinematice Opt. är en viktig komponent som hjälper till att uppfylla dessa höga krav: Efter att en HEIDENHAIN-mätprob har satts in mäter den tredimensionella mätprobcykeln maskinens rotationsaxlar helt automatiskt. Mätresultaten är desamma oavsett om axeln är ett rotationsbord, ett lutningsbord eller ett rotationshuvud.
ROTERANDE FRÄSHUVUD B-AXEL
KULSTÅNGSDIAGNOSTIK
Standardutrustning:
- Luftblås genom spindeln
- Kylsystem
- Fullständigt stänkskydd
- Automatiskt smörjsystem
- Arbetsbelysning
- Driftstatusindikator
- Stabil gängning
- Pneumatiskt balanseringssystem för Z-axeln
- Luftpistol/vattenpistol
- MPG-handratt
- Spindeloljekylare
- B-axel rotationsgivare
- C-axel rotationsgivare
- Ihåliga kulskruvar med kylsystem
- RS-232-gränssnitt
| Teknisk data | Enhet | Värde |
|---|---|---|
| Bordsyta (längd) | [mm] | 1450 |
| Bordsyta (bredd) | [mm] | 610 |
| X-axelns rörelse | [mm] | 1300 |
| Y-axelrörelse | [mm] | 610 |
| Z-axelns rörelse | [mm] | 610 |
| Bordsbelastning | [kg] | 850 |
| Diametern på hålet i arbetsbordet | [mm] | 70 |
| T-spår (B x Pitch mm x °) | [-] | 18 x 125 x 5 |
| Spindel avsmalnande | [-] | BT40 |
| Spindelhastighet | [rpm/min] | 0 - 15000 |
| Elektrisk spindeleffekt (kontinuerlig / 30 min KW) | [-] | 15 / 19.4 |
| Avstånd från spindelaxeln till pelarytan | [mm] | 675 |
| Lutningen av elektrospindelhuvudet | [°] | ± 120 |
| Huvudets rotationshastighet | [rpm/min] | 50 |
| Snabbmatning (X/Y/Z) | [m/min] | 36 / 36 / 24 |
| Arbetsflöde (X/Y/Z) | [m/min] | 10000 |
| Verktygsmagasin typ | [-] | bębnowy |
| Verktygsmagasinskapacitet | [st] | 30(40/60 |
| Verktygets diameter | [mm] | 75 |
| Verktygets längd | [mm] | 250 |
| Verktygets vikt | [kg] | 8 |
| Elektrisk koppling | [kVA] | 40 |
| Kylvätsketankens kapacitet | [l] | 300 |
| Roterande bordstyp | [-] | wbudowany w stół główny |
| Roterande bordsdiameter | [mm] | 500 |
| Diametern på hålet i skivspelaren | [mm] | 50 |
| Rotationshastighet för skivspelaren | [rpm/min] | 50 |
| Ladda på skivspelaren | [kg] | 500 |
| Avstånd mellan spindeln och bordet (huvudet vertikalt) | [mm] | 110 - 720 |
| Avstånd mellan spindeln och bordet (huvud horisontellt) | [mm] | 245 - 965 |
| X / Y / Z-axelns positioneringsnoggrannhet | [mm] | 0.005 |
| X / Y / Z-axelns ompositioneringsnoggrannhet | [mm] | 0.003 |
| Tryckluftstryck | [MPa] | 6 |
| Mått (LxBxH) | [mm] | 3100x3400x2230 |
| Vikt | [kg] | 7200 |
Media
Test stołu obrotowego 2osiowego Pinnacle
5 osiowe centrum obróbcze Pinnacle z uchylną głowicą
5 osiowe centrum obróbcze cnc Pinnacle seria BX (cz. 2)
5 osiowe centrum obróbcze cnc Pinnacle seria BX (cz. 3)
5 osiowe centrum obróbcze cnc Pinnacle seria BX (cz. 4)
5 osiowe centrum obróbcze cnc Pinnacle seria BX (cz. 5)
5 osiowe centrum obróbcze cnc Pinnacle seria BX (cz. 6)
5 osiowe centrum obróbcze cnc Pinnacle seria BX (cz. 7)
5 osiowe centrum obróbcze cnc Pinnacle seria BX (cz. 8)
Rekommenderad

CNC Bearbetningscentrum
Pris individuellt
Ingen bedømmelse

CNC Bearbetningscentrum
Pris individuellt
Ingen bedømmelse

CNC Bearbetningscentrum
Pris individuellt
Ingen bedømmelse
Newsletter
Skriv dig op til vores nyhedsbrev.
